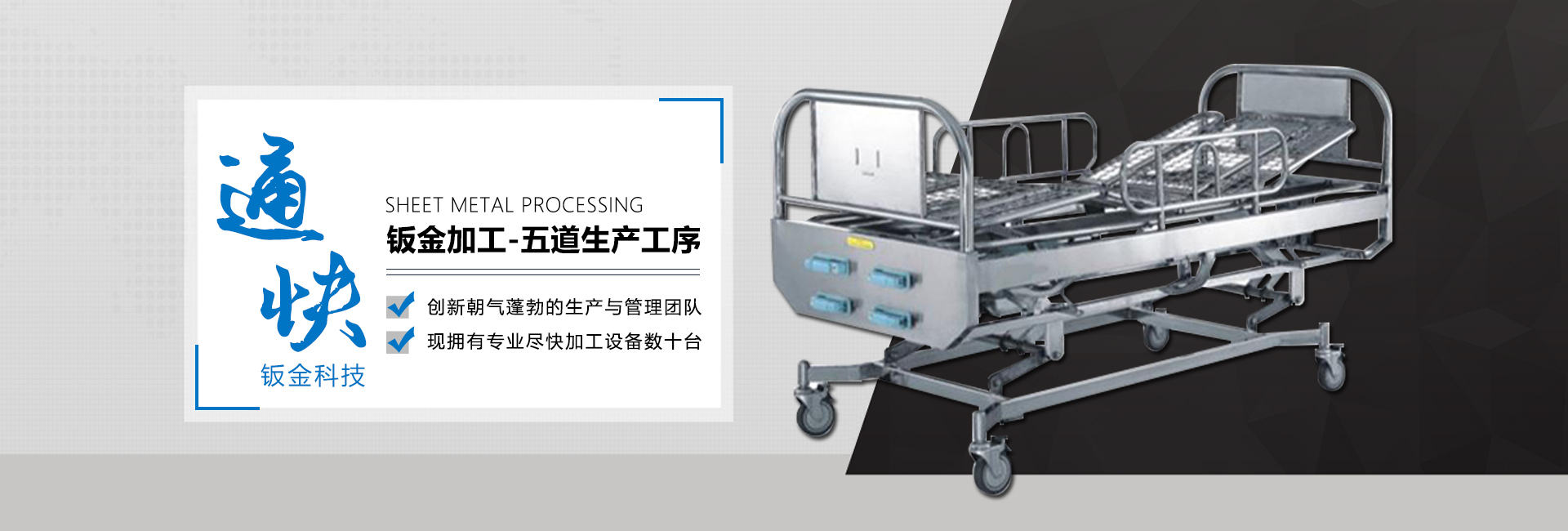






鈑金加工中鈑金折彎如何做當(dāng)鈑金加工材料彎曲的時(shí)候,其圓角區(qū)上外層受到拉伸,內(nèi)層受到壓縮,所以在相同厚度的情況下,彎曲的半徑越小材料的拉伸和壓縮就越嚴(yán)重,甚至造成裂縫和折斷。由此一來我們明白了,鈑金加工彎曲零件的結(jié)構(gòu)設(shè)計(jì)的時(shí)候,應(yīng)避免過小的彎曲圓角,其較小折彎半徑是彎曲件的直邊高度,所以彎曲件的直邊高度也不能太小。當(dāng)鈑金彎邊側(cè)邊帶有斜角的彎曲件時(shí),側(cè)面的較小高度為折彎件上的孔邊距。另外,彎曲線應(yīng)避開尺寸突變的位置,目的是為了防止尖角處應(yīng)力集中產(chǎn)生彎裂。是將彎曲線移動(dòng)一定距離,以離開尺寸突變處為基本原則,才能保證彎曲效果。






鈑金加工過程非常有效,材料損失較小至零。用于生產(chǎn)轉(zhuǎn)換的機(jī)器可能很大,并且會(huì)產(chǎn)生大量的資本支出。較小的手動(dòng)或CNC機(jī)器,例如剪板機(jī),鐵工和XY切割臺(tái),對(duì)于商店而言可能具有成本效益。但是,大型的高速生產(chǎn)版本可能會(huì)很昂貴。在大多數(shù)情況下,由轉(zhuǎn)換后的板材或金屬坯料形成零件的操作實(shí)際上是凈形狀,零廢品或零廢品產(chǎn)生。將一卷金屬板,條或板切割成毛坯或板后,即可開始零件成型過程。
鈑金加工工藝流程你知道多少在噴涂之后進(jìn)入裝配工序,裝配前,要將原來噴涂中用的保護(hù)貼紙撕去,確定零件內(nèi)螺紋孔沒有被撒進(jìn)漆或粉,在整個(gè)過程中,要戴上手套,避免手上灰塵附在工件上,有些工件還要用吹干凈。裝配好之后就進(jìn)入包裝環(huán)節(jié)了,工件檢查后裝入的包裝袋中進(jìn)行保護(hù),一些沒有包裝的工件用氣泡膜等進(jìn)行包裝,在包裝前先將氣泡膜裁成可以包裝工件的大小,以免一面包裝一面裁,影響加工速度;批量大的可定做紙箱或氣泡袋、膠墊、托盤、木箱等。包裝好后放入紙箱,然后在紙箱上貼上相應(yīng)成品或半成品標(biāo)簽。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


